Siren logo etched into 3/8-inch thick steel plate
Clients: Planning and Design - Corporate Facilities // License Stores Design | Starbucks Coffee Company
Projects: SSC - Etched Wall Panels // LAX T61 - Etched Pylon Sign | Concept Design and Fabrication
Duration: 3 Months each (Development through production)
BACKGROUND:
I found electrolytic etching while researching ways to create printing plates without having to use acid. This etching process is the safest, most eco-conscious of the non-acid methods. It is also the more technically demanding process, considered only effective for smaller plates with shallow bite areas. For medium to large bitten areas chemical etching in metal salt solutions is the recommended medium of choice. While more safe than traditional acid etching, using metal salt solutions still comes with various safety and disposal concerns. After further research I decided to teach myself anodic etching. I was immediately intrigued by the sculptural possibilities and began to experiment with pushing the process.
Since I knew that Starbucks is committed to sustainable design, I approached them with a proposal to use the non-toxic process in a different and much larger application. The single commission included two etching projects that had be produced consecutively..
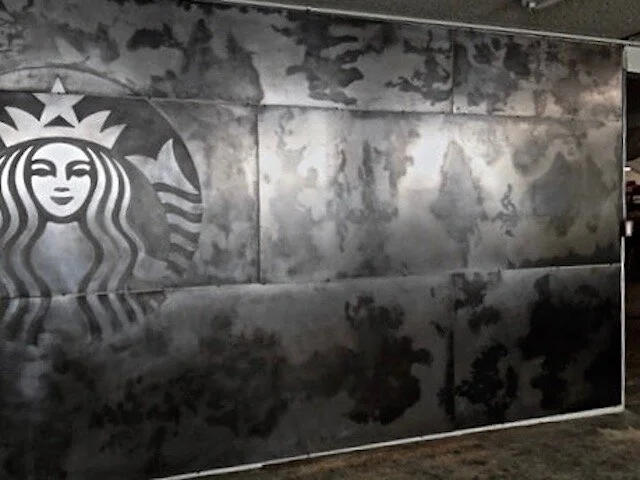
The first project was the Moments of Connection exhibit at Starbucks SSC headquarters. We created a 50-inch diameter etched logo that spanned three of six 16 gauge steel panels. After etching, all of the panels were patinaed to reflect the abstract smokey patterns on the adjacent wall of antiqued mirror tiles. To further this visual I intentionally made the organic shapes bleed to the panel edges so that they ended abruptly as if cut off along the edge like the mirrors. We completed the work scope by building the live-edge community table.
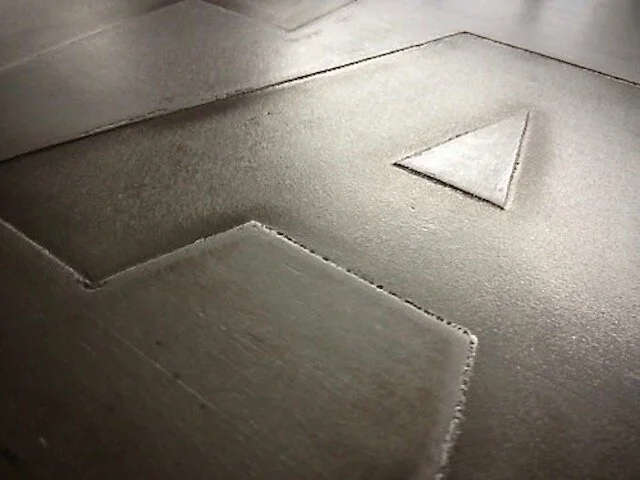
The second etching project was a nine-foot-tall vertical store ID sign for the new LAX Tom Bradley Terminal. We fabricated the double-sided sign out of two 3/8-inch thick steel plates, each with an inside radius bend at the base. I blackened the etched fields in the letters and logo and then did a backed off matte finish on the rest.









Like many projects that I find more creative or interesting, scaling up the etching process for the Starbucks projects presented a host of challenges. First, conventional anodic tanks are oriented vertically. The metal pieces on these projects were far too large and heavy to be submerged and removed in that manner. The solution was to build horizontal tanks that were large enough to fit the metal plates and accommodate the modifications to the process. Even so when we etched the 3/8-inch thick steel plates for the pylon sign they had to be lifted in and out of the tank using heavy-duty strapping and a forklift.
The electrolytic solution is the next aspect of the process. To arrive at the correct concentration for the large volume needed to fill the tank, I mixed multiple five-gallon batches to the maximum saturation point. I then ran etch tests and diluted it gradually until it reached the optimum concentration. I also presumed that with the larger horizontal surface area, there would be some evaporation. I monitored it by watching for fluctuations in the voltage while etching and did have to make adjustments during the several day process.
This modified process would also require much longer periods of immersion in liquid. And the prolonged exposure to electrical current had the potential to cause some minor heat build-up in the steel. Both of these factors could be problematic for the resist. To address this, I tried different applications of low VOC and HAPS free paints and finishes that I thought would be durable yet easily removed without toxic chemicals. All were tested and successful to varying degrees. However, we still had to touch up the resist a few times along the edges of the mild steel sheets used for the MOC wall panels. The same was needed in some areas of the siren’s face to prevent etching through the steel.
The final component of anodic etching is the required electrical current. Again, the plates that we etched along with the areas of deep bite were much larger than ever intended for this process. Lower voltage increases the length of the process but to have more precise edges we needed to etch at a slower rate. For finer control over the volts, amps, and resistance which affect this and for less electricity consumption during the several day process, I sourced a used three-phase power supply for the direct current.
After completing the first project we broke down the station. Another advantage of anodic etching is that the solution doesn’t weaken after use like acid. So rather than dispose of the viable solution after the Moments of Connection etch, I stored it in several sealed five-gallon containers. Although many months elapsed before the T61 project was finalized, I was able to add this solution into the batch needed to fill the new larger tank. When T61 was completed we again broke down the station and stored the electrolytic solution. I still have this same solution in the studio to use for current projects.